OEE(设备综合效率)是衡量设备综合利用效率的核心指标,由时间开动率、性能开动率和合格率三个关键因素相乘得出。时间开动率反映设备实际工作时间占计划工作时间的比例,需扣除计划内停机和突发非计划停机时间;性能开动率通过净开动率和速度运转率评估设备实际性能与设计标准的差距;合格率则直接体现合格产品占总产量的比例。通过实际案例计算,OEE能精准量化生产中的各类损耗,帮助定位效率问题根源,是提升生产效率、平衡成本与品质的重要工具。
提到 OEE,不少企业生产一线的朋友可能都听过,它可是生产现场重点关注的核心 KPI 之一。多数人对它的印象,大概停留在 “一个百分比数值” 上 —— 毕竟只要往表格或系统里敲几个数,这个结果就能自动出来。但很少有人深究,这个数值到底是怎么来的。
不过咱们常说,“知其然更要知其所以然”,只有摸清背后的逻辑,遇到问题时才能进退有度、应对自如。今天,咱们就好好拆解一下,OEE 到底是个 “什么来头”。
一、 OEE 到底是什么?
OEE,是 “设备综合效率” 的英文缩写,全称是 Overall Equipment Efficiency。从名字就能看出,它核心衡量的是设备的综合利用效率,能直观反映设备在生产过程中的真实表现。
二、为什么要监控 OEE?
工厂搞生产,核心目标就一个:在有限时间里,产出尽可能多的、符合客户需求的合格产品。
但实际生产中,总有各种 “小插曲” 影响效率:设备用久了会老化、零件会磨损,员工会流动,生产环境也可能变化…… 这些不易察觉的细节偏差,慢慢就会导致一系列问题:产能跟不上计划、生产效率提不上去、产品合格率不达标。
这时候,就需要一个 “抓手” 来精准反映这些问题 ——OEE 正是这样的指标,它能把生产中的各种损耗 “量化”,帮我们找到效率拉胯的根源。
三、OEE 怎么算?核心公式拆解
OEE 的计算逻辑很清晰,核心公式是:
OEE = 时间开动率 × 性能开动率 × 合格率
这三个 “率” 分别对应生产中的三类损耗,咱们一个个讲明白:
3.1 时间开动率:设备 “真的在干活” 的时间有多少?
时间开动率,衡量的是设备时间的利用效率,说白了就是 “设备实际工作时间” 占 “计划工作时间” 的比例。
公式:时间开动率 = 实际工作时间 ÷ 计划工作时间
计划工作时间:不是 “理论上的上班时间”,而是要扣除 “计划内的停机时间”。
公式:计划工作时间 = 每班可用时间 - 计划停机时间
比如实行三班倒的工厂,每班可用时间通常是 480 分钟(8 小时),但这 480 分钟里,要刨去员工休息时间、班前交接时间、设备计划内保养时间等,剩下的才是 “计划让设备干活的时间”。
实际工作时间:在计划工作时间的基础上,再扣除 “突发的非计划停机时间”。
公式:实际工作时间 = 计划工作时间 - 非计划停机时间
非计划停机很好理解,比如保险丝突然烧了、齿轮崩了导致设备停摆,或者临时来了紧急订单需要换型,这些 “意料之外” 的停机时间都要减掉。
3.2 性能开动率:设备 “干活的效率” 达标了吗?
性能开动率,反映的是设备实际性能有没有达到设计标准,它由 “净开动率” 和 “速度运转率” 两个指标相乘得到。
公式:性能开动率 = 净开动率 × 速度运转率
净开动率:衡量生产过程中 “小停机、小问题” 造成的效率损耗。
公式:净开动率 =(产量 × 实际节拍)÷ 实际工作时间
这里的 “节拍”,指的是生产正常时,两个产品之间的间隔时间(也可以理解为 “生产一个产品的平均时间”)。整条生产线的节拍,往往由效率最低的 “瓶颈工站” 决定。
速度运转率:反映设备是否因为老化、保养不到位等,导致 “干得比设计速度慢”。
公式:速度运转率 = 理论节拍 ÷ 实际节拍
实际节拍很好测,到现场用秒表多掐几次,算个平均值就行;理论节拍则是设备 “最佳状态” 下的设计速度,一般找公司工艺开发部门就能拿到 —— 这是当初根据客户需求和设备性能定下的 “理想节拍”。
3.3 合格率:设备 “干出的活” 合格吗?
这个指标最直观,衡量的是设备生产的有效成果,也就是合格产品占总产出的比例。
公式:合格率 = 合格产品数量 ÷ 总产量
四、实战案例:手把手算一次 OEE
光看公式可能有点抽象,咱们用一个实际案例来演练一下:
假设你负责的班次,每班可用时间是 480 分钟,具体情况如下:
- 开班前要开 10 分钟班前会,交接上一班的生产问题;
- 中午 12:00-12:30 是 30 分钟吃饭休息时间;
- 生产中,测试软件频繁报错,停机检查 40 分钟才恢复;
- 某工站轨道卡滞,导致生产一个产品的时间从理论 60 秒,变成实际 65 秒;
咱们一步步算:
第一步:算时间开动率
- 计划工作时间 = 480(可用时间) - 10(班前会) - 30(休息) - 30(计划保养) = 410 分钟
- 实际工作时间 = 410(计划工作时间) - 40(非计划停机) = 370 分钟
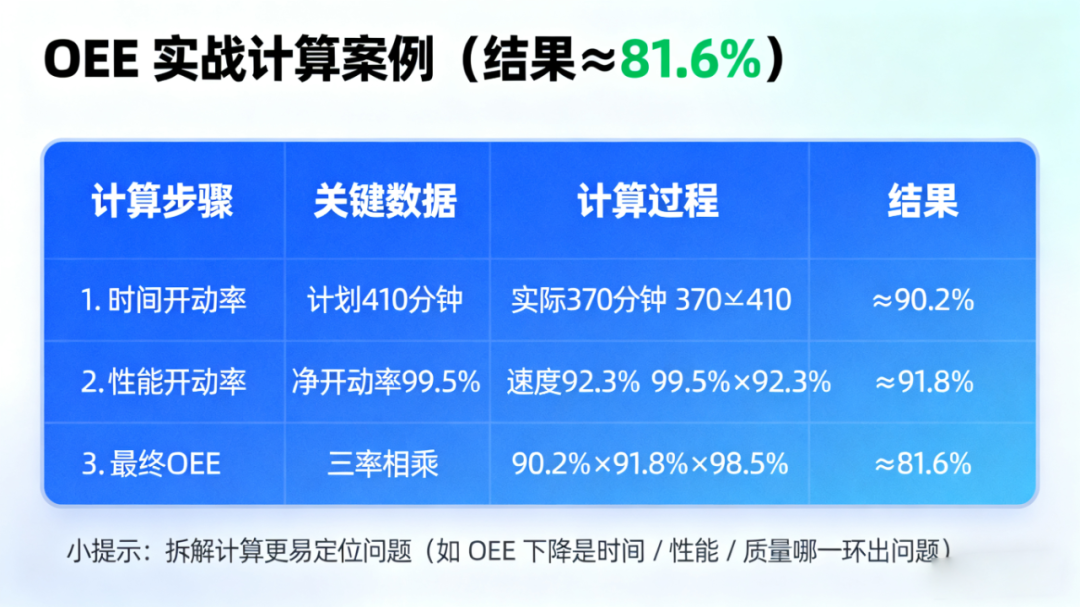
- 时间开动率 = 370 ÷ 410 ≈ 90.2%
第二步:算性能开动率
- 先算净开动率:
产量 × 实际节拍 = 340 件 ×(65 秒 / 件 ÷ 60 秒 / 分钟)≈ 368.33 分钟
净开动率 = 368.33 ÷ 370 ≈ 99.5% - 再算速度运转率:
速度运转率 = 60 秒(理论节拍) ÷ 65 秒(实际节拍)≈ 92.3% - 性能开动率 = 99.5% × 92.3% ≈ 91.8%
第三步:算合格率
第四步:算最终 OEE
OEE = 90.2% × 91.8% × 98.5% ≈ 81.6%
这里有个小知识点:其实 OEE 还有更简洁的计算方式,只要知道 “计划工作时间、理论节拍、合格产品数量” 这三个数据,就能算出结果(中间部分数据可约掉)。但这种简化算法有个缺点 —— 如果 OEE 突然下降,没法直接判断是 “合格率低了”“设备老停摆”,还是 “员工操作慢了”,不利于问题定位。所以日常分析时,更推荐拆解成三个 “率” 来算,方便找到根因。
写在最后
OEE 看似只是一个百分比,实则是生产现场的 “效率晴雨表”—— 对普通制造行业,它是提升效率的工具;但对齿轮行业,它更是平衡 “成本、交期、品质” 的核心武器。毕竟,我们生产的每一个齿轮,都是工业设备的 “牙齿”,只有通过 OEE 把设备效率、生产精度、交付能力做到极致,才能让这些 “牙齿” 咬得紧、转得稳,撑起整个工业体系的平稳运转。

如果觉得这篇内容有用,别忘了点赞、转发给身边的同事,也可以点个关注,后续还会分享更多生产管理的实用知识~