



-
2026-05-22
-
2026-05-21
-
2026-05-20
-
2026-05-19
-
2026-05-18
-
2026-05-17
-
2026-05-16
-
2026-05-13
-
2026-05-12
-
2026-05-08
针对齿向修形内斜齿轮在成形磨削加工过程中因机床误差导致的齿面加工精度下降问题,提出一种齿面偏差修正方法。构建内斜齿轮加工运动模型,建立内斜齿轮齿廓修形坐标方程,并基于空间啮合理论建立空间接触线和成形磨削砂轮条件方程,求解出齿廓修形后成形砂轮轴截面廓形。进一步地,根据机床结构,建立成形砂轮磨削加工内斜齿轮数学模型,推导出含机床误差的内斜齿轮齿面方程,定量分析机床位置误差对齿面偏差的影响规律。根据建立的修形内斜齿轮成形磨削加工误差数学模型,得到机床位置误差与齿面偏差间耦合关系,编制成形磨削齿面偏差修正软件。在数控成形磨齿机上磨削加工内斜齿轮,并在Gleason齿轮检测中心进行对比测试。结果表明,误差补偿后的齿面精度由7级提升至6级,验证了所提修正方法的正确性和可行性。
前 言
随着数控技术的发展,齿轮修形技术在理论与应用层面均取得了显著发展。采用成形法易于对齿面进行修形,从而提高齿轮承载能力。在成形磨削加工过程中,砂轮轴截面廓形的准确性是保证齿面修形精度的前提,磨齿机各轴的运动精度是保证齿面加工精度的关键。众多学者对内斜齿轮加工开展了广泛研究。 孙小敏等建立五轴磨齿系统数学模型,对五轴运动多项 式系数进行敏感性分析。李彦等对附加径向运动的斜齿轮双齿面磨削方法引起的齿面扭曲现象进行量化分析。LIU等建立磨齿加工模型,从空间角度描述大规模斜齿轮磨削过程中几何误差对齿面误差的影响。方成刚等为解决成形磨削斜齿轮修形齿面扭曲问题,提出一种基于调整砂轮姿态的修形齿轮成形磨削刀路规划方法。在机床误差研究方面,丁文政等分析各项装配几何误差对成形磨削齿面误差的影响,并优化分配各项装配几何误差以提高齿面精度。何坤等针对成形磨削产生的齿面扭曲问题,提出数控机床多轴附加运动量联合优化方法。SHIH、 CHEN提出一种基于五轴数控成形磨齿机床自由度的高阶修正齿形精度磨削方法。DING等定量分析装配误差对成形磨齿表面偏差的影响,提出一种考虑装配误差的磨齿表面偏差评估方法。 XIANG等对运动轴的关键几何误差项及其对齿轮性能影响进行建模分析,提出一种六轴数控磨床几何误差分析与补偿方法。基于上述研究,本文作者建立二阶修形内斜齿轮齿面方程,求解出成形砂轮轴截面廓形坐标点。定量分析机床位置误差对齿面偏差的影响规律,得到机床 位置误差与齿面偏差间的耦合关系。在此基础上,编制成形磨削齿面偏差修正软件,以提高齿面加工精度。最后,通过实验验证齿面偏差修正方法的正确性。
修形内斜齿轮数学模型
齿廓修形原理:
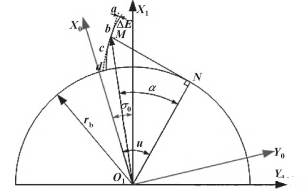
齿轮任意端截面修形渐开线如图1所示。在坐标系{S1}中,X轴沿齿深方向,并与齿槽对称线重合;rb为基圆半径;σ0为基圆齿槽半角。
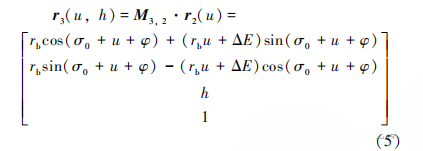
图 1 修形齿面端截面廓形
采用二阶抛物线进行齿廓修形,通过在标准渐开线上叠加一个修形量ΔE,实现齿高方向渐开线的修正。设点M为齿面渐开线上任意一点,u为对应点的展开角。齿廓修形量ΔE与展开角u成二阶抛物线关系, 则ΔE表示为:
式中: amp为修形系数;ui(i=a,b,c,d)为齿根和齿顶修形起始点和终止点的展开角。加工过程中,已知修形量、起始点和终止点位置,可以确定齿廓修形曲线。修形齿廓端截面矢量方程为:
其中:σ0=π/(2z) - (tanα - α),可通过分度圆处齿槽半角获得。
修形内斜齿轮齿面方程:
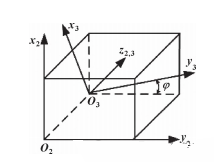
建立内斜齿轮产形坐标系,如图2所示。坐标系{S2}中,端面渐开线绕Z2轴螺旋上升形成螺旋齿面。
图 2 内斜齿轮产形坐标系
齿轮辅助坐标系{S2}到齿轮运动坐标系{S3}的变换矩阵M3,2为:
螺旋运动回转角φ和轴向位移h的关系为:
式中: β为齿轮螺旋角;m为模数;z为齿数。最后可得修形内斜齿轮齿面方程为:
单位法向矢量为:
成形砂轮廓形坐标求解:
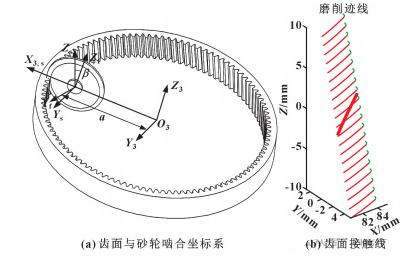
加工过程中, 成形砂轮与齿轮在空间啮合时的坐标系如图3(a)所示, 其中{S3}为齿轮坐标系,{Ss}为砂轮坐标系。 在磨削运动任意时刻,砂轮回转面与加工齿面是一对共轭曲面,总存在一条磨削接触迹线且共存于砂轮面与齿轮齿面上,如图3(b)所示。在砂轮坐标系{Ss}中,可将接触迹线旋转投影为平面Ss-XsYs内一条曲线,该曲线即为砂轮在平面Ss-XsYs的截面廓形。
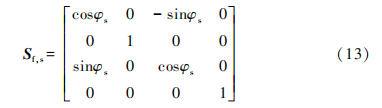
图 3 砂轮与齿面间的坐标系
空间变换矩阵分别为:
砂轮端截面廓形为:
式中:a为砂轮与齿轮的中心距;Σ为接触迹线旋转投影到平面Ss-XsYs所需角度;β为齿轮螺旋角。
数控成形磨齿机成形磨削内斜齿轮运动模型
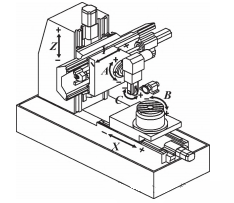
数控成形内齿磨齿机结构:
数控成形内齿磨齿机结构布局如图4所示,机床共有6个运动轴,即X、Y、Z 3个移动轴和A、B、C 3个旋转轴。砂轮架可沿Z和Y向移动,砂轮臂安装在砂轮架上随A轴转动,成形砂轮安装在砂轮臂上随C轴旋转做切削运动。工件安装在回转工作台上随B轴转动,同时工作台也可沿X轴移动。
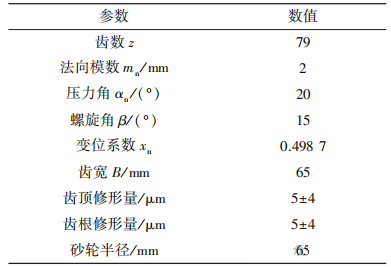
图 4 数控成形内齿磨齿机床结构
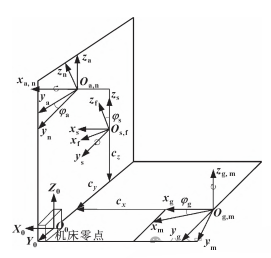
建立加工机床内斜齿轮成形磨削数学模型:
根据数控机床的运动关系建立数控机床运动坐标系,如图5所示。齿轮坐标系{Sg}与工作台中心固联;砂轮架初始坐标系为{Sa}; 砂轮初始坐标系为{Ss},与砂轮架固联,随砂轮架绕xa进行摆臂旋转运动。
图 5 数控机床运动坐标系
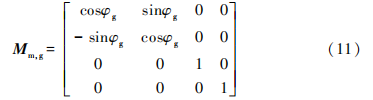
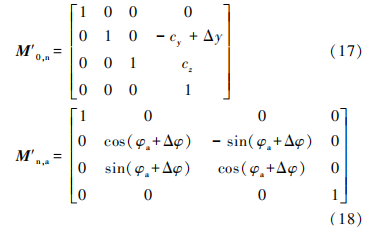
从内斜齿轮初始坐标系{Sg}到齿轮动坐标系{Sm}的转换矩阵为:
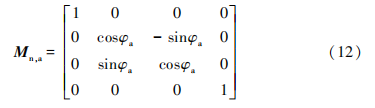
式中: φg为齿轮绕旋转中心轴线的旋转角度。从砂轮架坐标系{Sa}到摆臂运动坐标系{Sn}的变换矩阵为:
式中: φa为砂轮架绕xa摆臂旋转角度。从砂轮坐标系{Ss} 到砂轮动坐标系{Sf}的变换矩阵为:
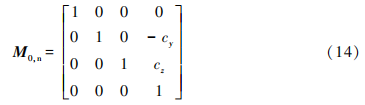
式中:φs为砂轮旋转角度。在机床零点坐标系中,cy、cz分别表示砂轮架沿机床坐标在Y0、Z0上的移动距离,cx表示齿轮原点沿机床坐标X0的移动距离。砂轮架坐标系{Sa}的移动矩阵为:
齿轮坐标系{Sg}移动矩阵为:
将砂轮齿面方程经坐标变换表示在内斜齿轮动坐标系{Sm}中,如下所示:
机床位置误差分析
机床误差影响因素:
在加工过程中,由于砂轮、砂轮架与机床相对位置存在一定偏差,导致加工齿面与理论齿面存在偏差,从而影响内斜齿轮加工精度。误差主要包括2个安装误差和1个几何误差。机床砂轮架回转中心与砂轮回转中心的位置误差引起砂轮架安装误差Δy,砂轮臂摆臂运动导致砂轮安装角度误差Δφ,工件在机床X轴方向运动误差导致工件径向加工误差Δx。将机床运动误差代入坐标变换矩阵,可得到:
将包含误差的矩阵代入进行坐标变换,可得:
齿面偏差分析:
内斜齿轮磨削加工参数如表1所示, 根据表1参数建立理论齿面,如图6所示。
表 1 内斜齿轮基本参数
图 6 理论齿面
理论上,成形砂轮沿齿槽进行齿向磨削加工时,齿槽左、右两侧齿面的磨削去除量对称分布且完全相等。由于机床运动和安装误差的存在,导致加工后的齿面产生加工“扭曲”现象,即齿面一端齿顶和齿根出现过加工和欠加工,而另一端情况相反。因此,需对机床误差进行分析,分析齿面变化以调整机床参数从而实现误差补偿。图7所示为砂轮架安装误差Δy引起的齿面偏差。Δy主要引起压力角偏差,成形磨削同时加工左右齿面,引起左右齿面压力角变化:增大Δy,左齿面压力角变小,右齿面压力角增大;减小Δy,左齿面压力角变大,右齿面压力角减小。
图 7 砂轮架安装误差对齿面的影响
图8所示为砂轮安装角度误差Δφ引起的齿面偏差。Δφ主要引起内斜齿轮螺旋角变化:增大Δφ,内斜齿轮齿向呈右旋走向;减小Δφ,内斜齿轮齿向呈左旋走向。
图 8 砂轮安装角度误差对齿面的影响
图9所示为工件径向加工误差Δx引起的齿面偏差。Δx主要引起压力角偏差:增大Δx,左右齿面压力角将增大;减小Δx,左右齿面压力角将减小。
图 9 工件径向加工误差对齿面的影响
齿面精度的提高:
通过上述分析可知:在成形磨削加工过程中,成形砂轮同时加工左右齿面,理论上加工引起两侧齿面发生相同变化,但由于机床轴运动误差的影响,实际加工后内斜齿轮齿面分别在齿廓和齿向方向产生偏差。因此,文中选取齿廓倾斜偏差和螺旋线倾斜偏差作为齿面误差精度指标,采用综合修正左右齿面偏差的方法,以提高磨削齿面的加工精度。由于机床位置误差会引起加工齿面偏差,对实际加工齿面与理论齿面进行偏差检测分析。如图10所示,针对测量的齿廓倾斜偏差和螺旋线倾斜偏差,将偏差分解至机床各轴,得到偏差值修正量。
图 10 齿面加工偏差
通过向量点乘公式OP1·OPθ=|OP1||OPθ|cosθ,偏转角度为:
点P1随齿面旋转与点Pθ相交的旋转矩阵为:
含有加工误差的齿轮截面廓形曲线r1(θ)为:
式中:Δx、 Δy分别表示x、y方向上齿廓的偏移量。旋转后实际齿面廓形曲线rθ为:
设齿廓上有n个点,则齿廓上各点法向偏差即齿廓偏差ej为:
齿廓倾斜偏差为:
通过式(26)可计算和修正齿廓偏差。对内斜齿轮进行齿面精度检测,设左、右齿面齿廓倾斜偏差分别为fHαL和fHαR,依据齿廓偏差结果对数控机床在齿轮径向和切向方向进行修正。数控机床在X、Y轴的修正调整量fHαx和fHαy分别为:
由于机床存在误差,导致齿向加工过程中实际螺旋线发生倾斜,引起螺旋线倾斜偏差。通过调整砂轮齿向移动与工件回转间的插补运动,进行偏差修正。齿向运动分析Z轴运动参数中齿轮转动角度Bg与齿宽Zg间的插补运动为:
式中:r为齿轮分度圆半径。由成形砂轮与齿面接触方程式(10)可知,砂轮与工件回转间插补运动将影响齿面接触迹线姿态, 如图11所示,因此采用螺旋线倾斜偏差修正齿向加工偏差。
图 11 成形砂轮与齿面接触姿态
若左、右齿面螺旋线倾斜偏差分别为fHαL和fHαR,依据检测结果修正齿轮螺旋线角度βe和齿轮摆动角度Bge间插补,如下所示:
式中:βe为修正螺旋线角度;Bge为调整齿轮摆动角度;H为齿向检测长度。通过上述分析,借助MATLAB软件编制齿面偏差修正软件,软件界面如图12所示,界面输入参数包括齿轮基本参数、齿轮修形参数、左右齿面齿廓倾斜偏差和螺旋线倾斜偏差。
图 12 齿面偏差修正软件界面
内斜齿轮磨削加工实验
在YK7350型数控成形磨齿机上磨削加工内斜齿轮,齿轮基本参数如表1所示。内斜齿轮磨削加工如图13所示。通过Gleason650GMS齿轮检测中心对磨削后的内斜齿轮进行误差检测,如图14所示。
图 13 内斜齿轮磨削加工
图 14 内斜齿轮检测
对齿轮进行第一次试磨加工,并检测齿面精度,结果如图15所示。
图 15 调整前检测结果
根据第3节中误差变化规律,对Δx、Δy、Δφ进行反调修正, 调整机床参数后进行第二次磨削并检测,结果如图16所示。
图 16 调整后检测结果
试磨加工调整前后,左、右齿面齿廓倾斜偏差fHα及齿向倾斜偏差fHβ检测结果如表2所示:调整后齿面精度检测结果由7级提升至6级,验证了机床误差调整方法和误差修正的正确性。
表 2 调整前后齿面检测结果
总 结
(1)基于齿面成形磨削原理,建立内斜齿轮修形齿面方程,分析成形砂轮与齿面加工过程中接触条件,求解出成形砂轮截面廓形坐标点。
(2)根据机床结构及砂轮成形磨削内斜齿轮原理,建立数控成形磨齿机与内斜齿轮成形运动关系模型,推导出六轴成形磨齿机加工内斜齿轮的运动变化矩阵。
(3)分析砂轮、砂轮架安装误差及工件径向加工运动几何误差与齿面偏差间的耦合关系,编制齿面偏差修正软件。
(4)通过Gleason检测中心对磨削加工后的内斜齿轮进行误差检测,依据检测结果调整机床参数,验证了齿面精度修正方法的正确性。
参考文献:略。
作者简介:张祥(1996一),男,硕士研究生,研究方向为内斜齿轮建模与成形磨削数控加工。
文章来源于齿轮传动,版权归原作者和原出处所有;所发内容仅作分享之用,不代 表本平台立场;如需删除请联系我们。









