慧荣技术观 | 不同表面状态对齿轮气体渗氮的影响
来源:
|
作者:HONRULE
|
发布时间 :2026-03-13
|
112 次浏览:
|
🔊 点击朗读正文
❚❚
▶
|
分享到:
这篇研究文章通过试验系统探讨了不同表面预处理状态对42CrMo齿轮钢气体渗氮效果的影响。核心结论是:在一定范围内增大表面粗糙度、对表面进行喷丸或酸蚀处理,均能有效增加渗氮硬化层深度和表面硬度;其中酸蚀处理效果最为显著。此外,提高调质后的基体硬度和组织均匀性,也有利于获得更优的渗氮效果。文章据此为优化渗氮齿轮的制造工艺提供了具体建议。
通过进行不同表面状态的调质态42CrMo齿轮钢对气体渗氮影响的试验,得出结论:为了模拟磨削后齿面表面粗糙度,对试样表面进行打磨、抛光,其渗氮后硬化层深度和表面硬度较低,分别为0.679mm和672.27H V0.3;一定范围内增大表面粗糙度值可以增加渗氮硬化层深度,表面粗糙度在2.43μm时,硬化层深度和渗氮表面硬度分别为0.839mm和733.06HV0.3,比抛光试样提高23.6%和8.1%;抛光表面进行强力喷丸后有利于增加渗氮硬化层深度,硬化层深度和渗氮表面硬度为0.79mm和691HV0.3,比抛光试样提高16.3%和1.9%;抛光表面进行酸蚀再渗氮,硬化层深度得到显著增加,达到0.866mm,增加27.5%,渗氮表面硬度为752HV0.3,提高10.9%;调质基体组织越细小均匀、基体硬度越高,硬化层深度越深、渗氮表面硬度越高。调质硬度提高14.4%,渗氮硬化层深度和渗氮表面硬度提高11.3%和3.9%。渗氮属于齿轮表面硬化工艺中的一种化学热处理方法,采用中碳合金钢制造的齿轮经调质预备处理后实施渗氮处理,其表面硬度可提升至500~1200HV,有效提高齿面的耐磨性和抗咬合性能。同时,渗氮后表面引入的压应力可有效抑制裂纹萌生,提高齿根处疲劳强度,延长齿轮服役周期。常见的渗氮工艺中气体渗氮因其设备结构简单、工艺稳定和操作便捷等优势,近年来获得广泛应用。
齿轮在气体渗氮处理前的加工工序及工艺参数的差异会改变其表层特性,而关于表面状态对齿轮气体渗氮的影响,较少有人关注。本文针对该问题,通过制备具有差异化表面粗糙度、表面状态和基体硬度的齿轮钢试样,采用工业化气体渗氮设备及渗氮工艺,研究预处理表面状态对渗氮质量的影响规律,以期对渗氮齿轮的制造工艺优化提供参考。
2.1 试样制备
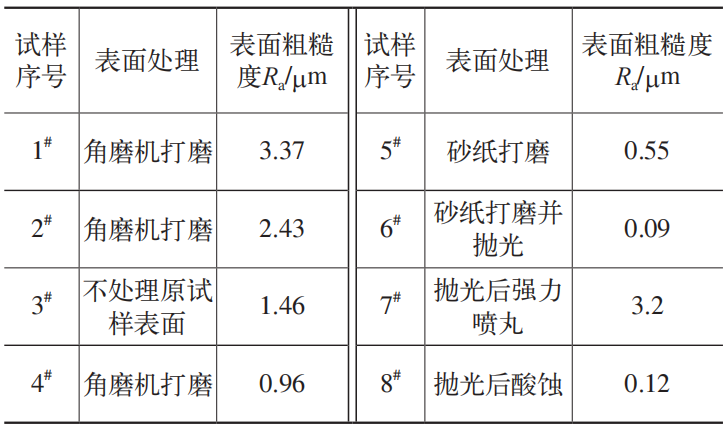
试样原材料为42CrMo钢锻造坯料,经过调质预备热处理,调质工艺的淬火温度为860℃,淬火冷却介质为淬火液,回火温度为560℃。从同一坯料上线切割取下8块尺寸为50mm×25mm×18mm的长条试样,编号为1#~8#,对每块试样中50mm×25mm的一个面经过不同表面处理并做好标记,然后用便携式粗糙度仪测得该面上距离坯料端面18mm处的表面粗糙度。8块试样表面处理方式和表面粗糙度见表1,表面外观如图1所示。
表1 试样表面处理方式
图1 试样表面处理后外观
其中喷丸工艺采用两道次喷丸,用阿尔们试片进行喷丸,总喷丸强度0.4~0.6mm,覆盖率100%,喷丸2次。
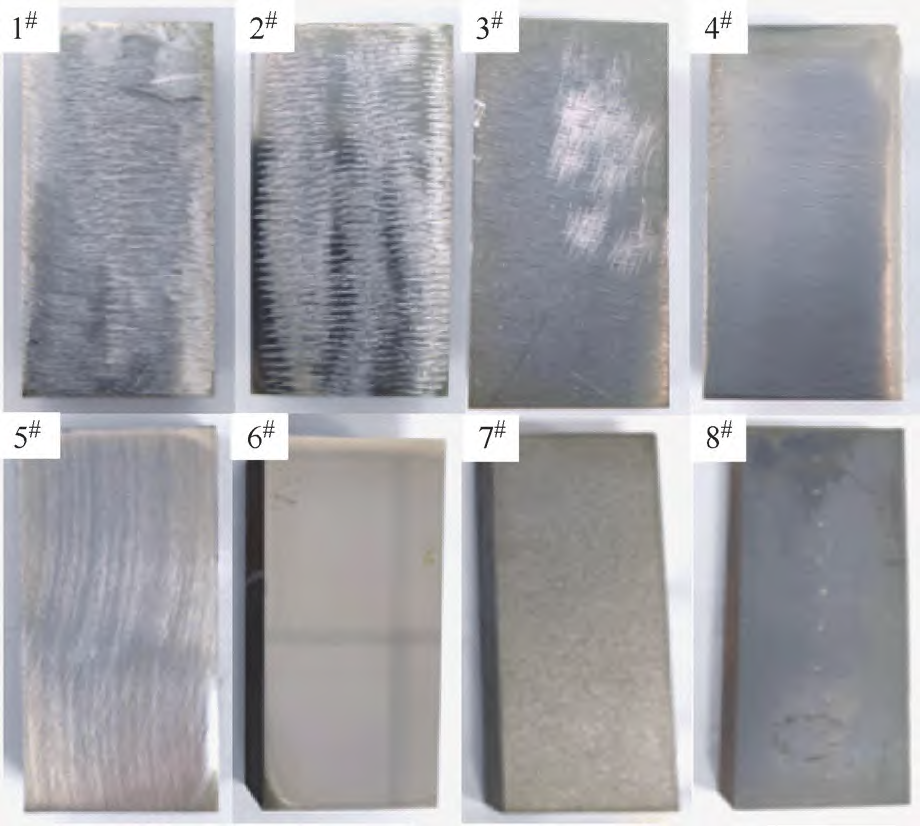
调质后的坯料,从端面到心部硬度具有差异, 为了试验表面硬度对气体渗氮是否会产生影响, 从调质的42CrMo钢锻造坯料上线切割取下尺寸为 100mm×25mm×18mm一块长条试样,编号为9# 。 将试样中100mm×25mm的一个面用角磨机打磨到表面粗糙度为Ra=1~2µm并做好标记,在打磨面均分5点并标记编号,如图2所示。用里氏硬度计检测每个点的硬度。
图2 9# 试样检测截面示意
2.2 渗氮处理
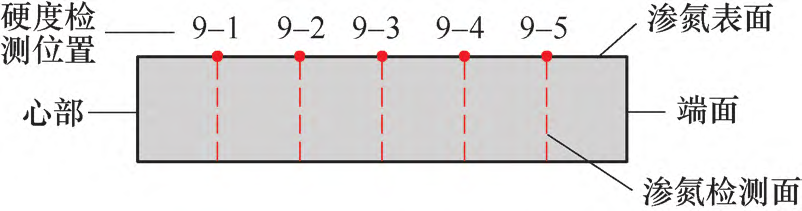
将试样随工件进行渗氮处理,试样放置在相近位置,标记处理面均朝里,渗氮工艺保持一致,渗氮气氛使用氨气,通过控制氨气分解率实现炉内氮 势的快速调节,渗氮工艺如图3所示。
图3 渗氮工艺曲线
注:图中30%~45%和40%~55%分别表示强渗和扩散段氨气分解率。
渗氮时试样摆放位置如图4所示。
图4 渗氮时试样摆放位置
2.3 理化检验
将1#~8# 试样在距离坯料端面18mm处线切割成8小块,以处理面为表面对切割面进行检测,将9#试样标记的5点位置处线切割成5小块,以处理面为表面对各切割面进行检测。按照GB/T 11354— 2005《钢铁零件 渗氮层深度测定和金相组织检验》规定对试样渗氮区域组织级别、有效硬化层深度进行检测,硬化层深度检测采用硬度法,试验力为0.3kgf(≈2.94N),由于试样心部硬度低于380HV,以400HV作为界限硬度。
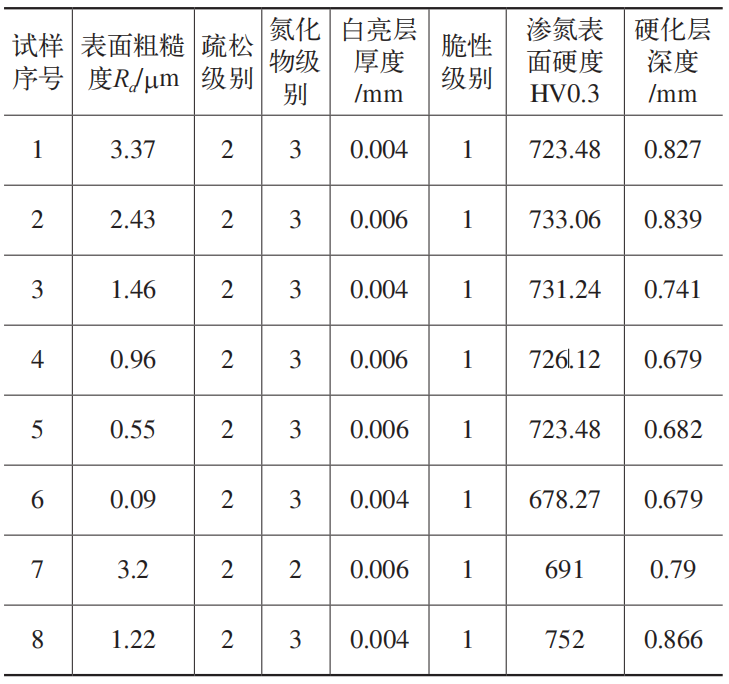
1#~8#试样渗氮后组织级别、渗氮表面硬度及硬化层深度试验结果统计见表2。
表2 1#~8#试样渗氮试验结果
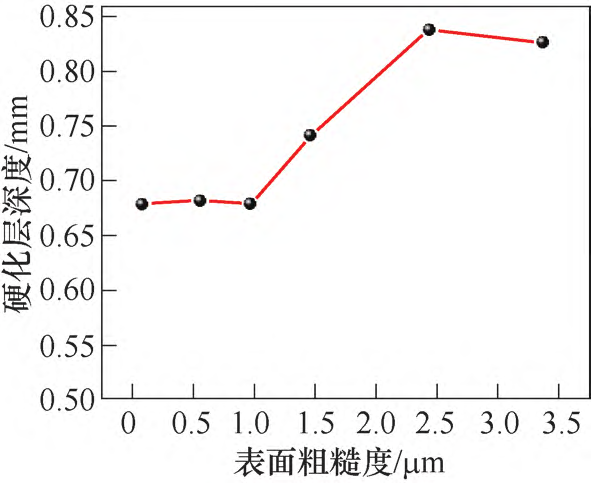
其中,6#试样是为了模拟磨削后齿面表面粗糙度,对试样表面进行打磨、抛光,其渗氮后硬化层深度和渗氮表面硬度较低,分别为0.679mm和672.27HV0.3。比较1#~6#试验结果可发现,表面粗糙度对渗氮层组织没有明显影响,而硬化层深度随表面粗糙度的增大呈先增加后平缓的趋势,如图5所示,表面粗糙度在2.43µm时,硬化层深度和渗氮表面硬度分别为0.839mm和733.06HV0.3,比抛光试样提高23.6%和8.1%。比较6#与7#试样可知,抛光表面进行强力喷丸后有利于增加渗氮硬化层深度,硬化层深度和渗氮表面硬度分别为0.79mm和691HV0.3,比抛光试样提高16.3%和1.9%。
图5 硬化层深度与表面粗糙度关系曲线
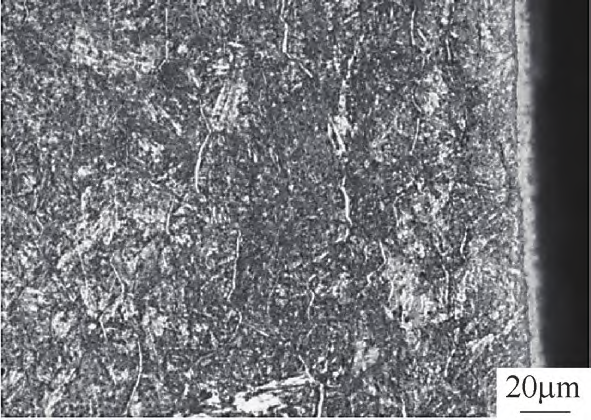
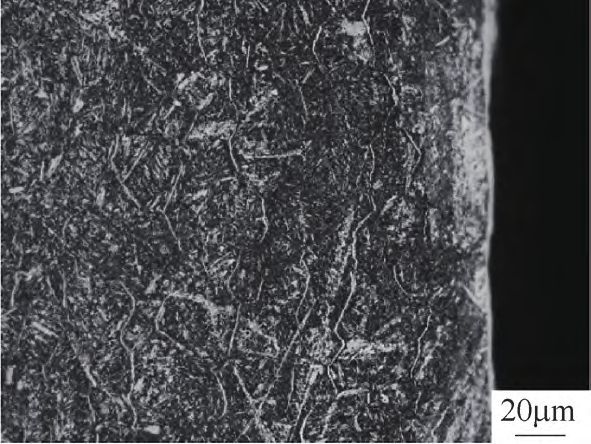
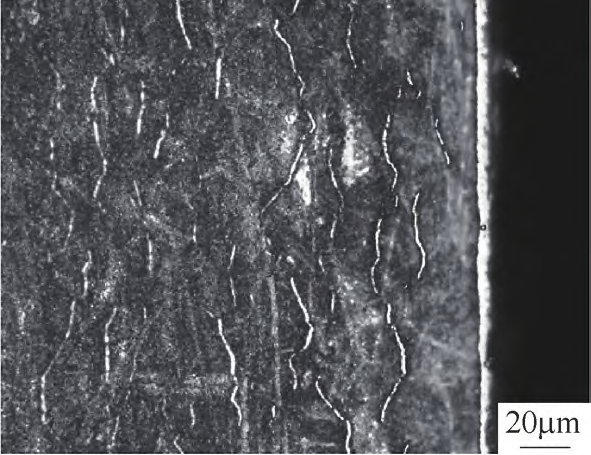
比较6#与8#试样可知,抛光表面进行酸蚀再渗氮,硬化层深度得到显著增加,达到0.866mm,增加了27.5%,渗氮表面硬度为752HV0.3,提高了10.9%。说明齿轮磨齿工序后进行酸洗工序对于渗氮效果是有利的。试样组织基本情况如图6~图8所示。由图6~图8可知,1#~8# 试样组织无明显区别,7#试样氮化物数量稍少。
图6 1# 试样表面组织
图7 7# 试样表面组织
图8 8# 试样表面组织
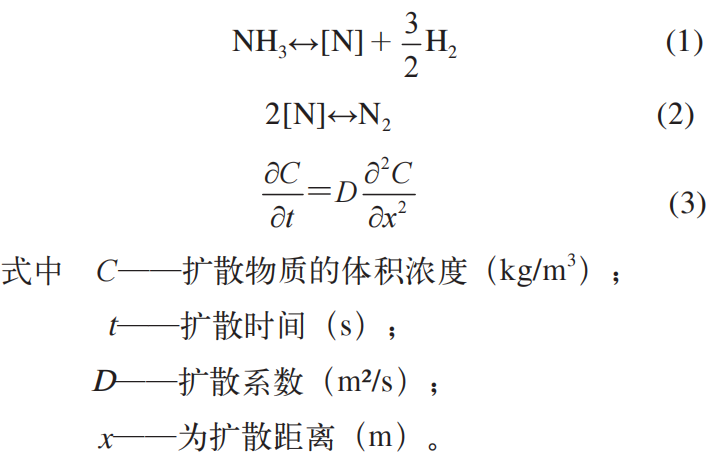
上述试验结果表明,表面状态主要与渗氮过程中NH3分子吸附和活性[N]原子扩散有关。气体渗氮过程分为吸附、分解、吸收和扩散四个步骤,工件在NH3气氛中,大量NH3分子吸附在工件表面,在400~600℃渗氮温度下NH3分子发生式(1)、式(2)的分解反应,产生大量活性[N]原子聚集在工件表面,并向工件内部扩散。活性氮原子扩散过程遵循菲克第二定律,表达式为式(3)。
对于1#~6# 试样,表面状态主要是表面粗糙度的不同,增大试样表面粗糙度值会扩大试样有效表面积,提供更多活性[N]原子吸收位点和扩散通道,从而提升硬化层深度。
7#试样在抛光表面进行喷丸,使表面产生塑性形变,可促进表面晶粒细化和表面位错密度增加,为活性N原子提供更多扩散通道,有利于硬化层深度增加。
8#试样处理面经过打磨、抛光及酸蚀,在相同工艺气体渗氮后硬化层深度和渗氮表面硬度均最高,与3#、6# 对比可知,主要原因是酸蚀后金属表面活性更高,降低扩散激活能,同时试样表面组织中优先侵蚀相界、晶界及可能引入表面微观缺陷,增加[N]原子扩散路径,从而提高扩散系数D。
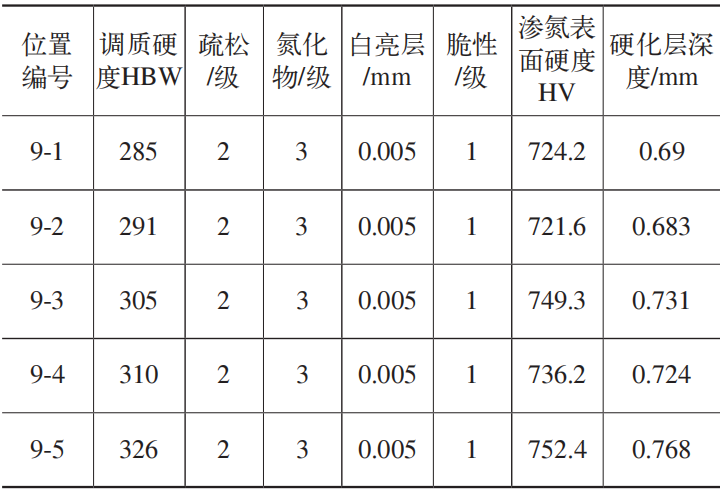
9#试样不同基体硬度处渗氮试验结果见表3。
表3 9# 试样渗氮试验结果
从表3可看出,总体来看随着调质硬度的提高,硬化层深度加深,渗氮表面硬度提高。调质硬度提高14.4%,渗氮硬化层深度和渗氮表面硬度分别提高11.3%和3.9%。这是由于调质坯料从表面到心部的组织会有差异,靠近表面的调质基体组织细小均匀,靠近心部的基体组织中存在贝氏体或铁素体, 降低了组织均匀性和碳化物弥散度,回火索氏体中显微态弥散球状碳化物有利于活性N原子扩散和氮化物形成,可获得较深渗氮深度和较高渗氮表面硬度。另外,基体强度在维氏硬度检测过程中对渗氮层起到支撑作用,提高基体硬度会提高基体强度,从而增大硬度检测值、增加界限硬度的深度。
1)工件表面状态会影响气体渗氮效果:一定范围内增加表面粗糙度值可以增大渗氮硬化层深度; 表面喷丸有利于增加渗氮硬化层深度;表面抛光酸蚀可以提高渗氮硬化层深度和渗氮表面硬度;调质基体组织越细小均匀,则基体硬度越高,渗氮硬化层深度越深,则渗氮表面硬度越高。
2)建议齿轮气体渗氮前在满足设计的要求下, 可以保持渗氮部位适当大的表面粗糙度值,磨削前可以进行齿根喷丸处理,磨削后可以酸洗,控制调质基体组织和硬度,这些措施有利于提高工件渗氮硬化层深度和渗氮表面硬度,进而有利于提高工件耐磨性和抗疲劳性。
参考文献略。
文章来源于齿轮传动公众号,版权归原作者和原出处所有;所发内容仅作分享之用,不代表本平台立场;如需删除请联系我们。