慧荣技术观 | 非恒温环境下齿轮内孔加工尺寸控制方案
来源:
|
作者:HONRULE
|
发布时间 :2026-03-14
|
88 次浏览:
|
🔊 点击朗读正文
❚❚
▶
|
分享到:
本文针对薄壁主减速齿轮在非恒温车间加工时,因温度变化导致内孔尺寸检测波动的问题,通过试验研究了零件内孔尺寸随温度的变化规律,以及零件与测量量具存在温差时对检测值的影响。基于试验发现,文章从人员意识、机床特性、物料一致性、工艺公差补偿、环境温度控制及测量规范六个方面,提出了系统的尺寸控制与误差遏制方案。
以薄壁片齿轮零件为例,针对批量加工过程中受环境温度变化影响导致的内孔尺寸超差问题,利用多种试验和对比论证方法,研究不同类型机床及非恒温环境下的内孔尺寸变化规律和控制方法,提高测量准确度,为新能源高精度片齿轮零件的内孔加工和测量提供参考方案。
图1所示主减速齿轮作为纯电动汽车减速器总成中的重要部件,具有易变形(热处理变形、夹紧变形和热膨胀变形),尺寸公差小,几何公差要求高等特点。热处理后的主减速齿轮端面、内孔可在车床或复合磨床上进行精加工,在非恒温车间进行批量精加工时,用气动量仪对齿轮内孔尺寸进行检验,会出现零件下料一段时间后,不同时刻的尺寸检测值差异较大的问题,严重影响机床操作人员对零件内孔真实尺寸的判断,导致零件复检时内孔尺寸超差。为保证零件内孔尺寸复检合格和尺寸稳定,解决零件内孔尺寸变化问题尤为迫切。
图1 主减速齿轮
本文利用多种试验论证方法,研究主减速齿轮在不同类型机床和不同环境温度下的内孔尺寸随温度变化规律和控制方法,进而遏止因零件内孔尺寸复检不合格而导致的废品产生。
钢制零件热膨胀尺寸变化量与其热膨胀系数有关,不同材料钢制零件的热膨胀系数不同,且同种材料钢制零件热膨胀系数的影响因素有多种,包括:零件的温度变化范围、各个零件的微观结构差异、各个零件成分波动与杂质含量以及热处理状态等,若要获取能用于指导实际加工的热膨胀系数, 需先查询被加工零件热膨胀系数理论值,并结合现场实际温度变化试验进行对比论证。
以20MnCr5合金结构钢为例,其热膨胀系数随温度变化而变化,在20~100℃时,理论热膨胀系数为1.15×10-5~1.21×10-5。在此理论数据的基础上,对实际加工零件的热膨胀系数进行试验论证。
为有效记录同一零件在不同温度下的内孔尺寸变化规律,试验过程对零件温度波动范围进行放大处理,随机选取3件热处理后的零件进行内孔加工,随后置于60℃保温箱静置0.5h后取出,在室温 (26℃)下进行自然冷却,用点温计在零件同一位置处检测其温度变化,用气动量仪在零件内孔同一位置处检测其在某一温度下的内孔尺寸数值(气动量仪在环境温度下检测零件时动作应迅速,防止零件热量传导到量块上导致测量值偏差)。

图2 所示为实测零件温度变化对内孔尺寸的影响。
热膨胀公式为 δ=αDΔT(1)式中,δ是内孔尺寸变化量(mm);α是材料热膨胀系数(1/℃);D是内孔基础尺寸(mm);ΔT为温度变化量(℃)。
将编号分别为1#、2#和3#的零件在不同温度(25~50℃)下的内孔尺寸实测数据代入式(1)中,计算得到不同零件在不同温度下的热膨胀系数(见表1)。
表1 不同零件在不同温度下的热膨胀系数
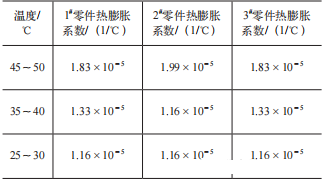
由表1可知,3件零件的实际热膨胀系数变化趋势一致,均会随着温度的升高而变大,在相同温度区间的热膨胀系数有所不同。理论热膨胀系数和实际热膨胀系数存在差异,当零件实际温度在25~30℃时,理论热膨胀系数和实际热膨胀系数趋于一致,理论热膨胀系数可用于指导实际加工;当零件实际温度在30℃以上时,实际热膨胀系数会随着零件温度升高而明显高于理论热膨胀系数。
用于测量零件内孔尺寸的气动量仪量块属于钢制部件,其自身的热膨胀量会导致测量结果出现偏差,对此可结合实际工况进行试验验证。
3.1 零件与量具温度一致时测量值误差规律
随机选取7件零件和一套气动量仪检具。①将零件放置在车间温度(30℃)下静置2h后,用检具对其进行测量并记录数据。②将零件放置在精测室温度(20℃)下静置2h后,用检具对其进行测量并记录数据。图3所示为恒温后对零件进行内孔尺寸检测。
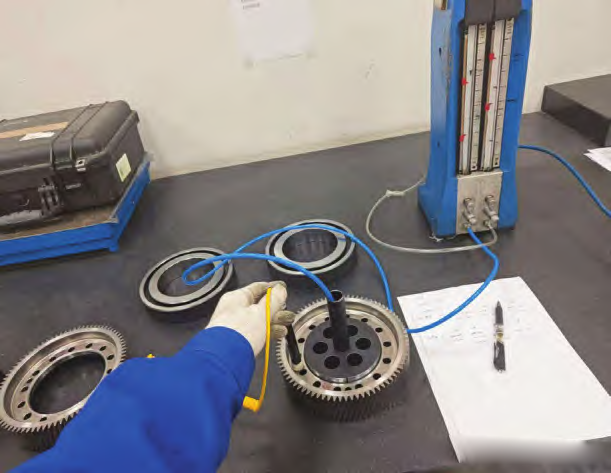
图3 零件内孔尺寸检测
受零件内孔圆度影响,气动量仪量块绕内孔转动一圈的测量值会有一个波动范围,为保证检测数据准确性,可将每个零件的内孔波动范围进行检测记录。对比20℃和30℃下7件零件尺寸测量值,差异仅在2μm以内。
结论:由于当环境温度变化,量具与零件的温度趋于一致时,测量结果趋于尺寸真实值,因此, 在非恒温环境里加工零件,下料后需静置一段时间,使零件温度趋于室温后测量的数据较为准确。
3.2 零件与量具温度不一致时测量值误差规律
受机床散热性能、周围空气流速、切削液及切削参数等影响,不同机床在相同环境温度下的下料温度有所不同;受零件材料热膨胀系数、表面应力及淬透性等影响,同一机床在不同环境温度下的下料温度与环境温度差值有所不同。针对不同机床进行数据采集整理,其中车磨复合机床的下料温度与环境温度差值范围为1.8~3.3℃,车床的下料温度与环境温度差值范围为3.4~3.5℃。
结论:零件刚下料的温度与室温存在差异,且随环境温度变高,温差相对变大;不同类型机床的温差波动范围有所不同,车磨复合机床的下料温度与环境温度差异相对较小,且温差会随环境温度升高而升高;车床的下料温度与环境温度差异相对较大,但温差一致性较好。 在非恒温车间加工时,量具由于一直处在环境温度下,其表面温度会与环境温度趋于一致,但零件的下料温度与环境温度存在一定差异,因此量具会与刚下料的零件存在温差,该温差会导致量具热膨胀量与零件热膨胀量有较大差异,进而影响到测量准确性。
为研究零件与量具存在温差时的测量值误差规律,在不同批次零件中随机选取了30件零件样本, 并平均分配到不同机床(周围空间较密闭的1#车床、周围空间通风性较好的2#车床和3#复合磨床) 进行试验验证,先测量当前的车间环境温度,然后测量零件刚下料后的内孔尺寸D下,再将零件静置0.5h后复测零件内孔尺寸D静。不同机床零件下料尺寸和静置0.5h后尺寸变动量见表2,其中尺寸变动量区间代表5个一组的零件中,每个零件的内孔尺寸差值(D静—D下)所组成的区间。
表2 不同机床零件下料尺寸和静置0.5h后尺寸变动量
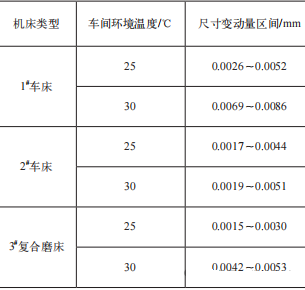
由表2可知,机床类型、环境温度和空间通风性均会对零件下料0.5h后的内孔尺寸变化量产生影响;在相同环境温度下,复合磨床上的零件下料0.5h后内孔尺寸的变化量相对更小;在同一机床与同一环境温度下,不同零件在下料0.5h后的内孔变形量有所不同。
虽然零件材料的热膨胀系数已知,但在诸多因素的影响下,零件理论变形量跟实际变形量还是存在一定偏差,在环境温度变低(≤10℃)时,内孔尺寸会有明显的收缩现象;在环境温度变高(≥30℃)时,内孔尺寸会有明显的胀大现象。为此应从各个环节采取以下必要措施。
1)人为方面:理解零件下料、静置一段时间后,内孔尺寸会发生变化的基本原理,并具备温变补偿意识。
2)机床方面:不同机床的下料温度有所区别,需针对机床做温变试验,适当调整零件下料后的室温静置时长。
3)物料方面:尽量保证零件材料一致性,减少零件的热处理淬透性差异。
4)工艺方面:当车间温度≥25℃时,内孔尺寸由120+0.020+0mm压缩偏差至120+0.015+0mm;当车间温度≤15℃时,内孔尺寸由120+0.020+0mm压缩下偏差至120+0.020+0.005mm,且需保证零件下料0.5h后的测量值在该公差范围之内;每班首末件需对零件刚下料到静置0.5h后的内孔尺寸变化进行记录评判。
5)环境方面:尽量保证车间环境温度为15~25℃,若超过该温度区间,则零件变形量加剧,且不同零件的热膨胀量有所不同,尺寸控制起来较为困难。
6)测量方面:气动量仪的校对规需定期在20℃恒温室内静置2h后重新校准,测量时应尽可能保证量具与零件的温度趋近,避免量块长时间置于刚下料的零件内孔中,尽量保证量块与环境温度的一致性。
来源:《金属加工-冷加工》;版权归原作者和原出处所有。所发内容仅作分享之用,不代表本平台立场;如需删除请联系我们。