



-
2026-05-22
-
2026-05-21
-
2026-05-20
-
2026-05-19
-
2026-05-18
-
2026-05-17
-
2026-05-16
-
2026-05-13
-
2026-05-12
-
2026-05-08
齿圈作为轮边减速器的关键零部件,在与行星齿轮啮合组成行星齿轮系的运转过程中,需承受齿面接触应力和齿根弯曲应力。为使齿圈具备 一定韧性与强度,需对其半成品进行调质处理,而调质后精车的齿圈通过氮化处理,可在提升表面耐磨性和强度、减小热处理变形的同时,确保表面耐磨性、强度、韧性及齿圈精度均符合设计要求。渗氮前的调质预处理效果直接决定渗氮前基体的力学性能,陈永祥等研究表明,调质后材料具有良好综合力学性能,且调质组织对渗氮层 形成及氮化热处理变形控制至关重要。 常用齿面硬化方式包括感应淬火、氮化和渗碳淬火三种,其中感应淬火和渗碳淬火虽能赋予 材料较好强度与耐磨性,但会加剧热处理变形, 难以保证精度,而氮化工艺可在提高零件硬度、 疲劳强度、耐蚀性和耐磨性的同时,有效控制零件变形,本文重点介绍齿圈调质与氮化两个热处理过程工艺参数的优化设计。
本文研究的齿圈属于薄壁齿圈,壁厚仅为 7.2 mm,齿圈的设计精度满足《齿轮精度等级》(GB/T 10095-2008)7级;由于齿圈本身的结构特点在热处理过程中容易发生精度丧失,齿圈材质符合《合金结构钢》(GB/T 3077-2015)的40Cr材料;通过调质处理保证成品心部硬度达到 26~30HRC,心部组织满足《钢制模锻件金相组织评级图及评定方法》(GB/T 13320-2007)中合金结构钢调质组织1-3级,齿圈经过氮化处理表面白亮层深≤0.02mm,化合物层深0.3~0.4 mm,脆性等级、脉状氮化物、表面疏松等级按照《钢铁零件渗氮层深度测定和金相组织检验》(GB/T 13354-2005)中重要零件进行控制。齿圈加工工序包括以下几步:下料-碾环-正火- 调质处理-车削加工-车齿-氮化处理-检验-包装。
2.1 精度
采用克林贝格P40型检测中心开展精度检测, 对3个批次成品分别抽检5件。结果显示,齿圈精度等级整体偏差较大,质量稳定性不足,精度最差仅达10级;核心问题集中在齿距累积总公差(Fp)、单个齿距偏差(fpt)及齿圈径跳公差(Fr)三项指标,具体检测数据如表1所示。
表1 改善前齿圈精度检测结果
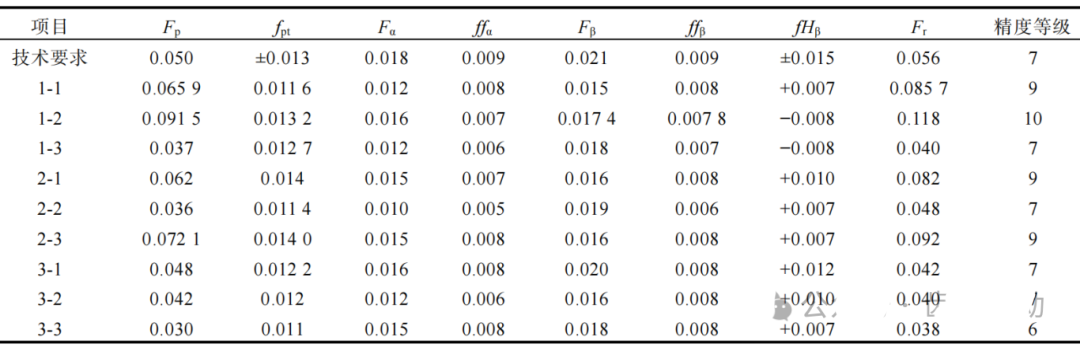
注:Fα 为齿廓总偏差;ffα 为齿廓形状偏差;Fβ 为螺旋线总偏差;ffβ 为螺旋线形状偏差;fHβ 为螺旋线倾斜偏差。
2.2 热处理质量检测
对精度较差的齿圈进行剖切,检测金相组织及硬化层深度,金相及硬化层深检测采用蔡司Axio Vert A1金相显微镜,硬化层深检测使用QATM-Qness 10CHD Master维氏硬度计,检测结果如表2所示。
表2 热处理要求检测结果汇总表

注:“HV0.2”表示维氏硬度检测条件,其中“HV”表示维氏硬度指标;“0.2”表示检测时施加的试验力为0.2kgf(约为1.961 N)。
按照GB/T 13320-2007,1#、2#样块中金相组织为回火索氏体+铁素体,且铁素体含量较多,基本呈半网状分布;3#样块为回火索氏体+珠光体+网状铁素体(见图1)。
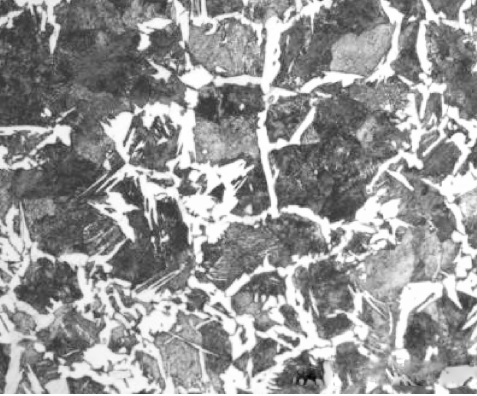
图1 金相组织照片(500X)
网状铁素体的存在说明淬火冷却过程中冷却速度慢导致沿奥氏体晶界析出铁素体,即调质工艺中淬火工序冷却能力较低。
组织中铁素体含量多,在后续热处理过程中 组织受温度影响体积发生变化的程度不同,导致 各部位的转变速度及变化量存在差异,在宏观上 表现出尺寸变形不同。调质处理作为齿圈氮化处 理前的预备热护理工序除保证齿圈心部具有一定 的强度和韧性,还可以提高齿圈的尺寸稳定性。
3.1 车齿
使用盐城华兴机床生产的YK8130车齿机进行加工,机床精度、刀具精度等经检测均满足要求。车齿使用的工装尤其是定位的尺寸精度、齿圈半成品外圆、端面的精度对于车齿后齿圈的精度有着很大的影响,如果工装结构不合理、夹紧力过大导致夹紧变形,在卸下产品后产品跳动会变大;切削过程中,刀具与工件的接触产生持续的机械作用力,当该力超过薄壁件局部的刚度承载能力时,便会引发弹性形变,甚至在应力残留下导致永久变形。生产过程使用的工装为内胀芯的6爪抱齿圈半成品的外圆,且工装内孔为自车内孔,内孔跳动在8~9μm,采用立车车削外圆尺寸保证定位面的跳动≤0.02mm,如图2所示,检测车齿后尺寸精度为6-7级,满足车齿加工要求。

图2 车齿用的工装
3.2 调质处理
3.2.1 调质工艺介绍
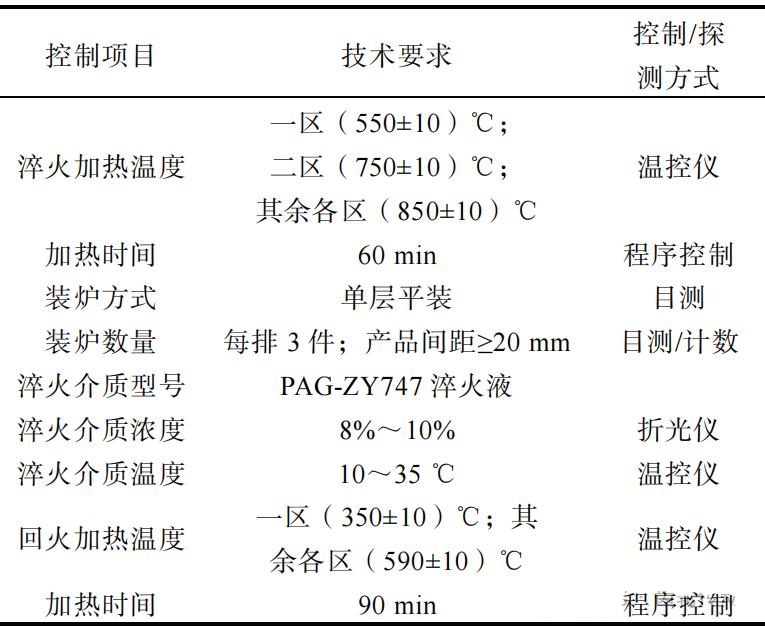
调质处理是将零件加热到Ac3以上约50℃, 保温一定时间后,选择合理的淬火介质,如淬火油、聚亚烷基二醇(Polyalkylene Glycol, PAG)淬火液或水等进行淬火,随后再进行高温回火,最终获得综合机械性能较好组织的热处理过程。公司有2条调质网带连续生产线,针对材质存在较大差异的不同产品,对淬火介质的冷却能力、浓度等进行控制。本研究所用设备为JH802型网带调质生产线,淬火工序为五区控温,其中 一区、二区为预热区,三区、四区、五区为奥氏体化均温区;回火炉也为五区控温,一区为预热区,二、三、四、五区为均温区,工艺参数如表3所示。
表3 工艺参数表
3.2.2 工艺合理性分析
对实际加工参数进行核查,淬火介质温度现 场工艺参数为30~38 ℃,其余参数值同表3。
在加热温度方面,当前设定为850 ℃,已知40Cr钢的奥氏体起始温度Ac3为803 ℃,依据调质处理淬火加热温度需为Ac3+30~50℃的制定原则,该加热温度设计合理;装炉方式采用平装,每排放置3件,且产品间间距≥20mm,此方式既能保证加热均匀,又能在淬火过程中使淬火介质充分、均匀地冷却产品,故装炉方式具备合理性;加热时间按公式 t=αKD(式中,α为加热时间系数;K为工件装炉方式修正系数;D为工件有效厚度)计算,结果为t=15 mm×1.8 min/mm×1.8=48.6min,而当前工艺设定的60min 加热时间完全满足需求,具备充分性;在淬火介质上,所用介质为PAG淬火液(具有逆溶性特点),在850℃零件淬火冷却过程中,高浓度的淬火液会紧密包裹高温零件, 导致零件表面产生的蒸汽膜无法及时破除,冷却能力下降,且浓度偏高时,淬火过程中的破膜速度与破膜率存在差异,易使齿圈各部位冷却速度不同,进而产生不均匀内应力,结合淬火介质冷却曲线及加工经验判断,当前8%~10%的淬火介质浓度明显偏高。
3.2.3 工艺改进
PAG类淬火介质具有的特点是高浓度情况下工件在淬火过程中冷却速度较慢,导致在奥氏体晶界析出网状的先共析铁素体,冷却速度越慢析出铁素体的量越多,先共析铁素体量的增加导致淬火硬度偏低,回火温度不变时导致调质硬度、 淬火深度等都变低。 对现有工艺方案进行重新设计,核心优化方向为调整淬火液浓度范围:将淬火液浓度降低至3.5%~5%,并开展工艺验证,此举目的是加速淬火过程中包裹在产品表面的蒸汽膜破裂,确保零件在马氏体转变区快速形成马氏体组织,以保障淬火硬度达标。同时,结合淬火后硬度检测结果,将回火温度调整至610 ℃,考虑到淬火液浓度降低后,其冷却能力会相应增强,可能导致零件开裂风险上升。
因此,在工艺验证阶段额外增加探伤检测环节,以排查潜在开裂隐患。通过对淬火液浓度、回火温度等关键参数的优化设计,最终检测结果显示,零件调质硬度完全处于设计要求范围内,且金相组织检测结果为均匀的回火索氏体组织(见图3),满足零件力学性能与组织稳定性需求。
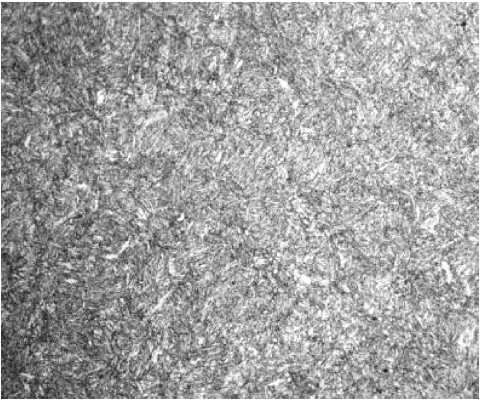
图3 工艺优化后金相组织
3.3 氮化处理
3.3.1 氮化工艺介绍
氮化工艺是将工件置于含氮气体(如氨气分解后形成的氮氢混合气)中,在特定温度区间(通常为500~560 ℃)下,使氮原子渗透至材料表层, 最终形成高硬度氮化层的表面处理技术。在制定氮化工艺时,需以零件的技术要求与结构特点为核心依据,一方面要确保形成的表面氮化层能满足零件具体工况需求(如耐磨、耐蚀等性能指标); 另一方面需同步兼顾氮化过程中零件的变形量控 制,避免因工艺参数不当导致零件变形超差,影响后续装配与使用性能。
3.3.2 工艺合理性分析
氮化过程选用RN2-140-6型气体氮化炉,且采用分段式工艺方案,现场加工的工艺曲线如图4所示,各阶段具体分析如下:
1)第一阶段:升温阶段,零件装炉后直接由室温升至520 ℃;
2)第二阶段:氮化处理,维持520℃加热温度,通过控制较低的氨分解率,使氮原子在工件表面形成弥散度大、硬度高的氮化物,但受限于低温环境,氮原子扩散速度较慢,导致形成的氮化层厚度较薄;
3)第三阶段:低温氮化处理,加热温度升高至560 ℃,通过提高氨分解率、氮化处理的温度目的是提高氮化层深度,加快提高氮化处理的效率;
4)第四阶段:冷却阶段,氮化处理结束,进行出炉淬水快速冷却。
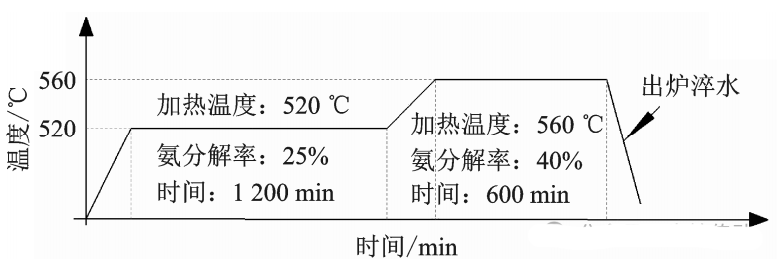
图 4 齿圈氮化处理工艺曲线
升温阶段若速度过快,会导致零件各部位温度转变不同步,进而产生热应力,最终在工艺初始阶段引发零件变形,作为最终热处理工艺,氮化处理对零件氮化后的尺寸精度要求较高,而氮化过程中的变形主要源于氮原子被钢铁表面吸收、扩散时产生的晶格畸变。因此,通过精准控 制氮化温度以减小氮原子在钢铁表面形成的畸变能,可有效降低氮化过程本身导致的热处理变形。 此外,氮化结束后采用淬水快速冷却的出炉方式, 会使零件承受剧烈起伏的热应力与组织应力,进 一步增加零件变形风险。
3.3.3 工艺改进
针对氮化处理升温阶段,新增350℃均温环节:一方面可使零件受热更均匀,减少热应力引发的变形;另一方面能通过预氧化作用,分解表面未清洗彻底的油污与有机溶剂残留,进而提升渗氮速度与质量。工艺参数方面,将原两段法渗氮优化为等温氮化工艺,其中第二阶段的加热温度与氨分解率保持不变,第三阶段则将加热温度降至500℃,并控制氨分解率为40%,采用等温方式完成氮化处理。第四阶段调整为随炉冷却, 待炉内温度降至 200℃以下后再取出零件,以此降低冷却速度、保证零件各部位均匀冷却,进一 步减小变形,优化后的工艺曲线如图5所示。
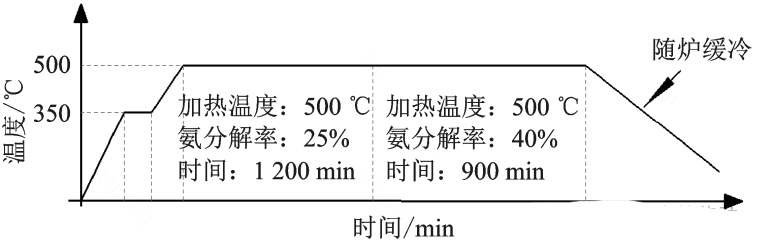
图5 齿圈优化后氮化处理工艺曲线
为控制氮化过程的热处理变形,采用低温等温氮化工艺,该工艺具有温度低、变形小、硬度高的特点;氮化温度的选择需同时保证调质后的硬度,通常较调质处理后的回火温度低30℃;氮化时间的选择则主要考虑满足技术要求中的氮化层深度,且需结合温度对氮原子扩散速率的影响。 通过调质处理、氮化处理过程的工艺优化, 减少产品最终精度的丧失,工艺优化后经过对现场产品精度进行检测均能满足图纸设计要求,精度基本在6-7级(在此不再赘述),且金相组织及硬度也满足图纸要求。
本文针对轮边减速器齿圈精度不满足要求的问题,研究了机加工与热处理过程,结果表明,调质时淬火液浓度过高导致淬火冷却能力不足, 使调质硬度偏低且金相组织中铁素体含量过高, 进而增加了氮化处理时齿圈的变形;氮化时升温过快导致零件内应力过大,氮化温度过高加剧了零件热应力,且高温出炉空冷使零件应力释放过于剧烈,最终导致氮化后齿圈精度不达标。通过调整淬火介质浓度以提高冷却能力,确保调质金相组织合格,并降低氮化升温速度、氮化温度及冷却速度,经验证,齿圈精度达到6-7级设计要求。优化后的工艺可有效控制轮边减速器齿圈加工变形,对其他薄壁齿圈也具有较好的借鉴意义。
参考文献略。
作者简介:牟海龙(1985-),男,工程师,研究方向为材料改进。
文章来源于汽车实用技术,版权归原作者和原出处所有;所发内容仅作分享之用,不代表本平台立场;如需删除请联系我们。









