



-
2026-05-29
-
2026-05-28
-
2026-05-27
-
2026-05-26
-
2026-05-22
-
2026-05-21
-
2026-05-20
-
2026-05-19
-
2026-05-18
-
2026-05-17
研究对比分析了自由锻造与模锻两种工艺对齿轮毛坯的影响。通过检测夹杂物、晶粒度、力学性能、冲击吸收能量及组织等指标,发现两者在力学性能上相当,但模锻工艺在垂直金属流线方向的低温冲击性能更优。进一步金相组织分析显示,金属流线是提升低温冲击性能的关键因素。利用DEFORM软件进行的金属流线形成仿真与试验结果高度一致,验证了分析结论。
重载齿轮的主要特点在于其能够高效传递大功率,承受高负荷,并在低速运转及承受高冲击载荷的环境中表现出色。在设计这类齿轮时,不仅需要关注材料的弯曲疲劳、接触疲劳和扭转疲劳强度等关键性能,还需深入考虑齿轮的具体使用工况。特别是,当齿轮工作环境温度较低时,设计者必须确保材料具备优异的低温冲击性能。这样的综合考量方能确保齿轮的整体设计完全符合预期需求,不仅在常规条件下表现稳健,更能在极端低温环境下仍然保持出色的性能和可靠性。
材料的冲击性能受到多种因素的影响,包括材料本身的成分、内部缺陷( 如气孔、缩孔、夹杂和偏析) 、锻造工艺、金相组织以及晶粒尺寸等。微合金化是提升材料冲击性能的有效途径之一。研究发现,在钢中加入Nb和V元素后,有助于生成第二相粒子如NbC、Nb( CN) 、V4C3,这些粒子钉扎在晶界上,促进晶粒细化,并控制渗碳过程中的晶粒长大,从而提升冲击性能。然而,内部缺陷会导致冲击性能下降,因为在冲击载荷作用下,这些缺陷可能成为裂纹的萌生点,引起应力集中,超过材料的屈服极限后可能导致断裂。此外,锻造工艺和金相组织同样对冲击性能有显著影响。在一定的锻造比范围内,随着锻造比的增加,材料相应方向的冲击性能也会增加。材料的内部组织越细小、均匀,其冲击性能就越高。
20世纪50年代,我国开始引进苏联的模锻技术。60 年代后模锻设备在我国开始大面积仿制,模锻技术也随之得到发展。到了70年代,我国已经开始掌握模锻齿轮精密制造技术,并且在汽车齿轮行业广泛应用,但对于重载齿轮箱齿轮应用较少,主要是重载齿轮箱齿轮的批量规模小、模具费用高,从而限制了模锻在重载齿轮箱的应用。但随着重载齿轮越来越趋向于标准化,模锻成本将低于常规的自由锻造成本。
随着CAD和CAE技术的不断发展,技术人员开始对模具设计以及工艺开发及改进有了更深入的了解,模锻应用领域得到进一步的拓展。DEFORM是一款基于工艺过程模拟的有限元软件,可以用来模拟自由锻造、模锻、旋压、轧制等工艺。可以通过仿真模拟观察锻件内部的流线变化,为大量工件的实际生产提供重要的理论指导。
深入探究模锻与自由锻在零件制造上的差异,不仅关乎生产工艺的精益求精,更是提升产品质量、降低成本、引领行业技术革新的关键所在,对推动重载齿轮行业技术进步具有重要意义。
1.1 试验材料及锻造工艺
齿轮毛坯选择 20CrMnMo材料,其化学成分如表1所示。 表120CrMnMo化学成分( 质量分数,%)

齿轮毛坯的外圆直径∅110mm,内孔直径∅65mm,总高度60mm。A工艺为常规自由锻造工艺,连铸坯两镦两拔,总锻造比≥8; 而B工艺采用模锻工艺,选取连铸坯轧材,棒料直径∅80mm,锻造比≥8,其工艺流程如图1所示。
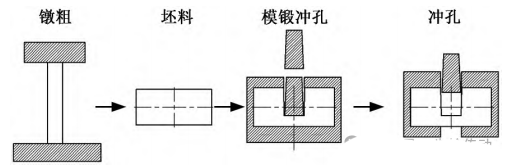
图 1 模锻流程示意图
1.2 试验方案设计
(1) 齿轮毛坯采用等温正火,控制冷却速度使零件快速冷却到550℃以下,然后升温到650℃±20℃保温一段时间,出炉空冷到室温。正火后的零件按照图2的方式取样,检测A和B两种工艺的晶粒度、夹杂物及带状组织,以及B工艺试样金属流线。
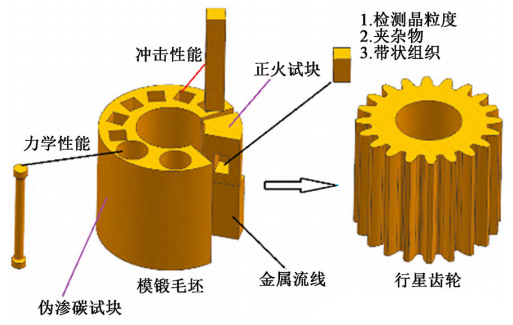
图 2 试验试样取样示意图
(2) 剩余的齿轮毛坯零件采用伪渗碳热处理工艺,热处理工艺采用 920℃保温8h,然后随炉冷却到800℃出炉空冷,零件表面温度低于300℃进炉,650℃均温4h,再升温至830℃保温2h淬硝盐,200℃回火4h,检测材料的力学性能及冲击性能。热处理工艺曲线如图3所示。
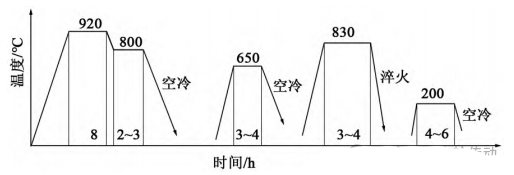
图 3 伪渗碳热处理工艺曲线图
(3) 利用仿真软件对模锻的金属情况进行仿真,了解齿轮毛坯的金属流线形成。为了仿真计算简单和节省内存,选取整个毛坯及模具的1/4模型进行分析,模拟过程只考虑形变对金属流线的影响,忽略温度场对组织和相变的影响,仿真过程采用形变应力场分析,并将模锻的墩粗和冲孔 拆分成两道工序,但整个过程依然在一个模具内完成,热轧棒料预制金属流线平行于棒材的轴向方向。镦粗过程,上模的移动速度5mm/s,网格采用四面体网格,网格单元数量为29237个,材质选用DIN-C15材质,材料性质与20CrMnMo材料大致相近,摩擦系数采用Shear为0.3。冲孔的摩擦系数与镦粗的摩擦系数相同。
2.1 非金属夹杂物检测结果分析
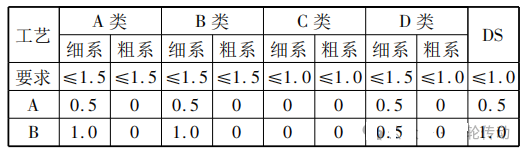
对A工艺和B工艺零件进行实体解剖分析。非金属夹杂物采用 GB/T 10561—2023标准方法进行测定,检测标准要求金相显微镜放大倍数为100倍,检测面的抛光平面上的面积为 0.5mm2的正方形视场,检测夹杂物的类型分为A类、B类、C类、D类和DS类,其中D和DS分别代表球状氧化和单颗粒球状类。具体检测结果如表2所示,A工艺和B工艺的非金属夹杂物检测指标均符合锻钢件技术要求,但A工艺A类和DS类夹杂物检测结果优于B工艺。
表 2 非金属夹杂物检测指标
利用扫描电镜对金相试样的夹杂物进行全自动扫描,扫描只记录10μm以上的夹杂物,扫描面积≥160mm2。检测结果见表3和图4,从非金属夹杂的类型、尺寸范围及最大夹杂物尺寸检测结果看,A工艺最主要夹杂物为Ca12Al7,B工艺最主要夹杂物为 MnS。A工艺最大夹杂物范围在10μm≤X<20μm,而B工艺最大夹杂物范围20μm≤X<50μm。从夹杂物总个数看,A工艺大于等于10μm以上的非金属夹杂物21个,而B工艺大于等于10μm以上的非金属夹杂物49个。从最大夹杂物尺寸看,A工艺最大夹杂物16.316μm,B工艺最大夹杂物为 31.845μm。A工艺零件的非金属夹杂物数量与尺寸均显著优 B工艺的零件。
表 3 非金属夹杂物分析
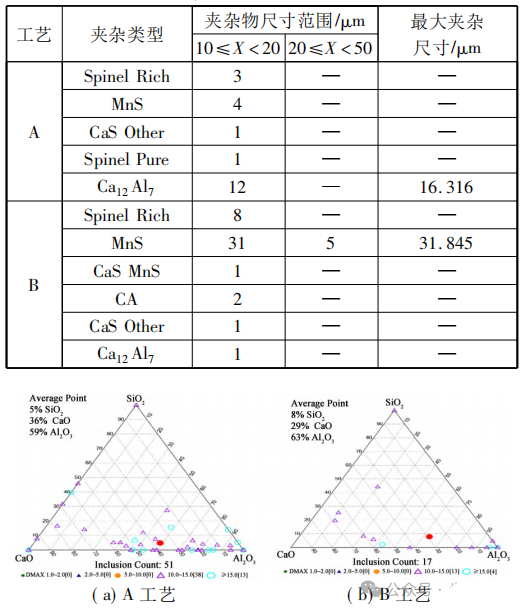
图 4 A 和 B 工艺夹杂物尺寸和数量分布对比
2.2 带状组织检测结果分析
等温正火后,A工艺和B工艺材料的带状组织检测结果如图5所示,A工艺的带状组织1级,B工艺的带状组织2.5级,B工艺零件内部的带状组织高于A工艺零件内部带状组织,这主要是B工艺零件采用热轧棒料,轴向锻比大于A类零件的锻造比。带状组织是连铸坯或钢锭在凝固过程中成分发生选分结晶造成的,组织经过锻造或轧制会再次形成带状组织,称为二次带状组织,而且凝固过程柱状晶越发达,后面轧制过程形成的二次带状组织越严重。二次带状组织可以通过后续的热处理工艺得到抑制,但是严重的带状组织无法通过热处理工艺消除。连铸坯在轧制成棒材的过程中,带状组织沿着轴向平行分布,轧制比越高,带状组织越明显,而钢锭除了沿着轴向的拔长,还有零件的墩粗过程,因此 A 工艺的带状组织要优于B工艺的带状组织。
 图 5 A 和 B 工艺带状组织图
图 5 A 和 B 工艺带状组织图
根据GB/T6394—2017金属平均晶粒度测定方法,测得A工艺零件的实际晶粒度与B工艺零件的实际晶粒度全部大于6级,A工艺和B工艺的晶粒度没有差别,具体如图6所示。
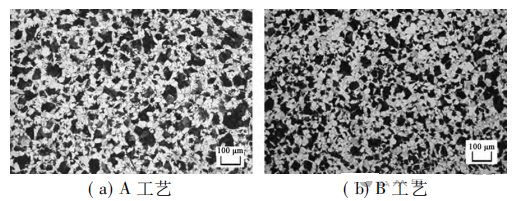
图 6 A、B 工艺实际晶粒度
2.3 力学性能检测结果分析
试验结果如表4所示,A 工艺与B工艺零件的力学性能及常温冲击吸收能量都能满足标准要求,但B工艺的低温冲击性能(-40℃) 远高于A工艺。
表 4 力学性能及冲击性能对比

2.4 金属流线检测结果及分析
从图7所示的零件解剖金属腐蚀流线图可以看出,金属流线沿着轴向平行,两端流线有严重向内弯曲,金属流线分布均匀,不存在穿流、紊流和断流的现象,属于正常金属流线。在冲孔过程中,金属流线向内孔弯曲,端面形成弯曲的抛物线。为进一步研究金属流线,在金相显微镜下观察流线的形貌时发现,当金相显微镜放大50倍时,金属流线就像一条一条河沟横穿整个界面,分辨不出流线内部的组织情况,如图8(a) 所示; 当放大倍数500时,金属流线的内部形貌清晰可见, 是铁素体和珠光体的交替带,这种交替带宽度很窄,比常规的带状组织的铁素体和珠光体的带距更窄,只有50μm左右,如图8(b) 所示。当金属组织受到腐蚀时,由于珠光体较铁素体耐腐蚀的程度差会被优先腐蚀,在光学显微镜低倍下呈现河沟形状,放大后就是珠光体带状组织。
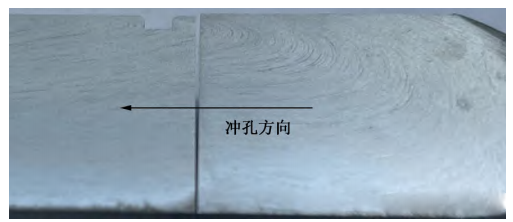
图 7 零件金属流线图
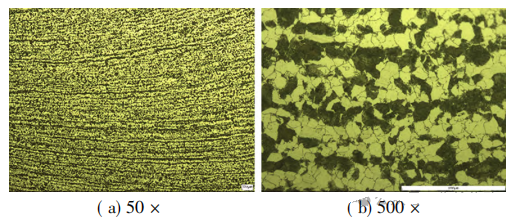
图 8 不同放大倍数下的流线形貌图
2.5 金属流线仿真分析
从图 9 所示的圆型棒料墩粗过程的金属流线云图可知,热轧棒料内部的金属流线沿着钢材的轴向方向,随着上模向下施加压力,圆型棒料内部中部的金属流线开始弯曲,形成鼓肚; 随着上模不断向下移动,棒料中部的金属流线的弯曲程度变大; 当金属充满整个模具型腔时,型腔下部的金属流线与模具内壁型腔平行,然后流线开始向模腔 上角弯区,靠近金属中心的流线开始平行于金属的轴向方向,金属流线最终变成Time12.7的形状。镦粗的圆形棒料在型腔内冲孔时,靠近冲头的金属流线开始向下凹陷,图10为3个不同时刻,型腔内的坯料在冲孔过程中的流线分布,当冲头不断挤压坯料中心时,坯料与冲头接触处的流线开始向孔内弯曲,靠近型腔的金属开始向上移动。
冲孔连皮是模锻件为了提高零件的尺寸精度,方便后续机械加工,同时提高零件的可靠性而必须保留的。设计时将冲掉连皮的过程与冲孔过程的方向保持一致,所以金属流线的变化与冲孔过程流线的形态一致,只是冲掉连皮的速度较之前冲孔速度快,但对金属流线的分布及形状影响不大,所以这里将冲掉连皮速度与冲孔速度保持一致,具体结果见图11所示。
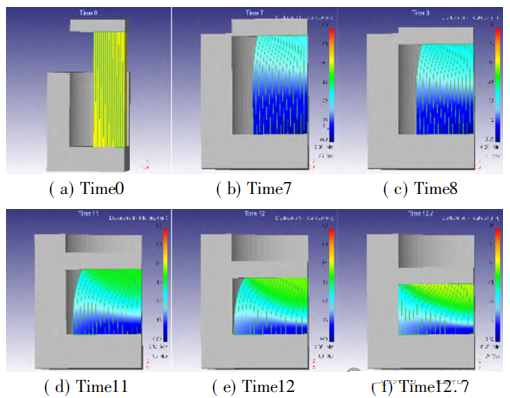
图 9 墩粗过程金属流线变化图
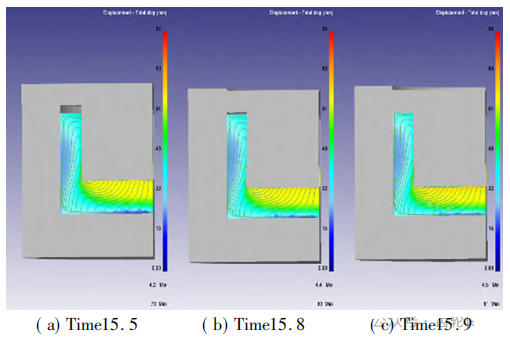
图 10 模内冲孔过程金属流线图
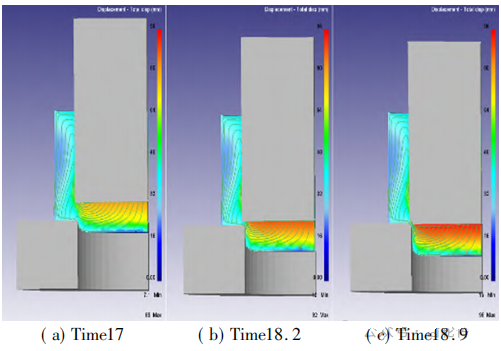
图 11 冲掉连皮过程的金属流线图
2.6 冲击试样金相组织分析
研究发现,低合金齿轮钢的冲击吸收能量受夹杂物形态和尺寸的影响很大,虽然硫化物夹杂塑性变形的能力较好,锻造后容易发生变形,但硫化物的膨胀系数与钢基体相差很大,热处理过程容易与基体分离形成小的空洞,这必然导致材料的横纵向性能差异,降低材料的冲击性能; 同样DS类夹杂物尺寸降低,同样可以降低非金属夹杂物对材料冲击性能的影响,因此材料夹杂物数量越多,尺寸越大,低温冲击性能越差。 对B工艺冲击试样的断口组织进行分析,零件内部组织为低温回火马氏体组织,且晶粒细小, 如图12(a) 所示。从图12(b) 所示的冲击试样的纵向组织可以看出,带状组织依然存在,但与等温正火状态相比带状组织并不明显。而模锻的金属流线微观表现就是带状组织,带状组织内部的组织抗腐蚀性不同,硬度也不同。当摆锤撞击方向垂直于金属流线方向,硬度较高的组织可以抵抗能量的冲击,而硬度较低的组织就可以将这部分冲击能量吸收,因此金属流线增加了材料了低温韧性。另外,金属流线使材料的内部缺陷减少,提高材料的整体性能,当材料受到冲击时,流线结构能够帮助分散微观应力,减少局部应力集中,从而降低裂纹形成的可能性。
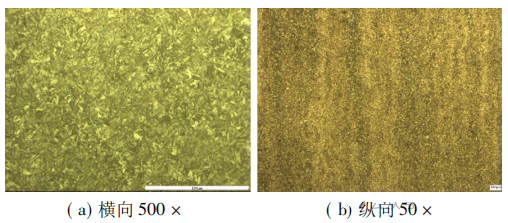
图 12 低温冲击试样金相组织图片
通过对两种不同锻造工艺的研究分析可以得出以下结论:
( 1) 模锻工艺与自由锻造的毛坯零件的力学性能相当,但模锻工艺的低温冲击性能优于自由锻造工艺。
( 2) 通过模拟锻造过程金属流线的分布规律与实际实物解剖的金属流线对比发现,仿真的金属流线分布规律与实际腐蚀后零件的金属流线分布形貌一致。
( 3) 当摆锤撞击方向垂直于金属流线方向时,金属流线使材料的内部缺陷降低,提高材料的整体性能,当材料受到冲击时,流线结构能够帮助分散微观应力,减少局部应力集中,从而降低裂纹形成,提高材料的低温冲击性能。
作者简介: 赵龙( 1989—) ,男,硕士研究所,工程师,主要从事特种 钢冶炼及材料表面热处理。
来源:《大型铸锻件》;版权归原作者和原出处所有。所发内容仅作分享之用,不代表本平台立场;如需删除请联系我们。









